양 도축 라인






양 도축 라인
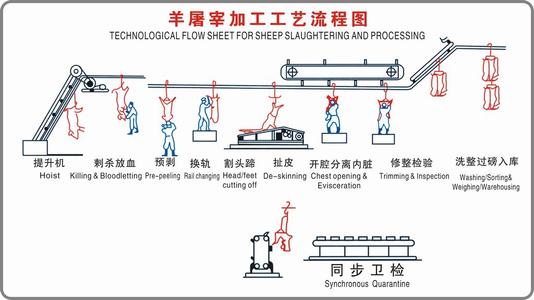
건강한 양은 홀딩 우리에 들어가 → 12-24시간 동안 먹거나 마시지 않음 → 도축 전 샤워 → 족쇄 및 리프팅 → 도살 → 출혈(시간: 5분) → 양 머리 자르기 → 뒷다리 사전 껍질 벗기기 → 뒷다리 자르기 → 앞다리 및 가슴 사전 필링 → 양가죽 제거 → 앞다리 절단 → 직장 밀봉 → 가슴 개구 → 백색 내장 제거 (검사를 위해 흰색 내장 검역 컨베이어의 트레이에 흰색 내장을 넣음 → ① ②) → 선모충 검사 → 사전 적색 내장 제거 → 적색 내장 제거 (빨간 내장은 검사를 위해 빨간색 내장 검역 컨베이어의 후크에 걸고 → ②③) → 사체 검역 → 트리밍 → 계량 → 세척 → 냉각 (0-4 ℃) → 육류 절단 → 계량 및 포장 → 동결 또는 보관 신선 → 냉장 → 판매용 절단 고기.
① 자격을 갖춘 백색 내장이 백색 내장실로 들어가 처리합니다. 위 내용물은 공기 전달 시스템을 통해 작업장 외부 약 50m 떨어진 폐기물 보관실로 운반됩니다.
②고온 처리를 위해 도살 작업장에서 불합격 사체, 홍백 내장을 꺼냈다.
③ 적격 적 내장은 적 내장실에 입장하여 처리합니다.
전체 양 도축 라인 소개입니다.
양 도축 라인
양 도축 라인 및 공정 기술
1. 지주 펜 관리
(1) 화물차 하차 전 원산지 동물방역감독기관에서 발급하는 적합증명서를 발급받아 즉시 차량을 관찰하여야 한다.이상이 발견되지 않았으며 증명서가 상품과 일치하면 트럭에서 하역할 수 있습니다.
(2) 인원수를 계수한 후 건강한 양을 두드려 도축할 우리에 두드려 양의 건강에 따라 구분관리를 한다.도살될 펜의 면적은 양당 0.6-0.8m2에 따라 설계됩니다.
(3) 도축될 양은 도축장으로 보내지기 전 24시간 동안 음식 없이 보관하여 운송 중 피로를 없애고 정상적인 생리 상태로 돌아가도록 해야 한다.휴식기간 동안 검역요원이 정기적으로 관찰하며, 의심되는 아픈 양 발견 시 격리 우리로 보내 질병 확인 관찰 도축 3시간 전에는 물을 끊어야 합니다.
2. 살해와 출혈
(1) 수평방혈 : 살아 있는 양을 V자형 컨베이어로 운반하고 양을 컨베이어로 운반하는 동안 손마기로 기절시킨 후 방혈대에서 칼로 찔러 방혈한다.
(2) 역방혈 : 살아 있는 양을 방혈사슬로 뒷다리에 묶고 양털양을 방혈선의 호이스트 또는 인양장치로 자동방혈선 궤도에 올린 후 방혈 칼에 찔립니다.
(3) 양 방혈 자동 컨베이어 라인의 트랙 설계는 작업장 바닥에서 2700mm 이상입니다.양 방혈 자동 컨베이어 라인에서 완료되는 주요 공정: 매달기, (암살), 배수, 머리 제거 등, 배수 시간 일반적으로 5분으로 설계됩니다.
3. 사전 필링 및 양가죽 제거
(1) 사전 탈피 거꾸로: 앞다리, 뒷다리 및 가슴의 사전 탈피를 용이하게 하기 위해 포크를 사용하여 양의 두 뒷다리를 벌립니다.
(2) 균형 잡힌 사전 탈피: 방혈/사전 탈피 자동 컨베이어 라인의 후크는 양의 뒷다리 하나를 걸고 자동 스킨 풀링 컨베이어의 후크는 양의 앞다리 두 개를 걸고 있습니다.두 자동 라인의 속도는 동시에 진행됩니다.양의 배는 위를 향하고 등은 아래를 향하게 하여 균형 있게 앞으로 나아가며 운송과정에서 전가피를 한다.이 사전 탈피 방법은 사전 탈피 과정에서 도체에 달라붙는 양모를 효과적으로 제어할 수 있습니다.
(삼).양피 기계의 가죽 클램핑 장치로 양가죽을 고정하고 양의 뒷다리에서 앞다리까지 전체 양가죽을 떼어냅니다.도살 과정에 따라 양의 앞다리부터 뒷다리까지 잡아당길 수도 있다.전체 양가죽.
(4) 양가죽 컨베이어 또는 양가죽 공기 이송 시스템을 통해 찢어진 양가죽을 양가죽 임시 보관실로 운반하십시오.
4. 사체 가공
(1) 사체 처리 스테이션: 흉부 개방, 백색 내장 제거, 적색 내장 제거, 사체 검사, 사체 트리밍 등은 모두 자동 사체 처리 컨베이어 라인에서 완료됩니다.
(2) 양의 흉강을 연 후 양의 가슴에서 흰 내장, 즉 창자와 배를 제거한다.제거한 백색 내장을 동시 위생 검사 라인의 트레이에 넣어 검사합니다.
(3) 붉은 내장, 즉 심장, 간, 폐를 꺼냅니다.꺼낸 붉은 내장을 동기식 위생검사선 고리에 걸어 검사합니다.
(4) 양 사체를 손질하고, 손질 후 궤도 전자 저울에 들어가 사체의 무게를 잰다.계량 결과에 따라 등급 및 스탬핑이 수행됩니다.
5. 사체 가공
(1) 시체 처리 스테이션: 시체 트리밍, 직장 봉인, 생식기 절단, 가슴 개구부, 흰색 내장 제거, 선모충의 검역, 전 붉은 내장 제거, 붉은 내장 제거, 분할, 검역, 잎 지방 제거 등,
모두 사체 자동 가공 라인에서 이루어집니다. 돼지 사체 공정 라인의 레일 설계는 작업장 바닥에서 2400mm 이상입니다.
(2) 탈모 또는 탈모 시체는 시체 리프팅 기계에 의해 시체 자동 운반 라인의 레일로 들어 올려지며 탈모 돼지는 그을음 및 세척이 필요합니다. 탈모 돼지는 시체 트리밍이 필요합니다.
(3) 돼지의 가슴을 개봉한 후 돼지의 가슴에서 흰 내장, 즉 창자, 내장을 제거합니다. 흰 내장을 흰 내장 검역 컨베이어의 트레이에 넣어 검사합니다.
(4) 붉은 내장, 즉 심장, 간, 폐를 제거합니다. 제거한 붉은 내장을 붉은 내장 동시 검역 컨베이어의 후크에 걸어 검사합니다.
(5)돼지 척추를 따라 벨트형 또는 브리지형 쪼개는 톱을 사용하여 돼지 도체를 반으로 나누고 수직 가속기는 브리지형 쪼개는 톱 바로 위에 설치해야 합니다. 소형 도축장은 왕복형 쪼개는 톱을 사용합니다.
(6) 털을 제거한 돼지 쪼개기 후 앞발굽, 뒷발굽 및 돼지 꼬리를 제거하고 제거된 발굽과 꼬리를 카트로 가공실로 운반합니다.
(7) 신장과 잎 지방을 제거하고 제거한 신장과 잎 지방을 카트로 가공실로 옮깁니다.
(8) 트리밍을 위한 돼지 사체는 트리밍 후 트랙 전자 저울에 들어가 무게를 잰다.칭량 결과에 따른 분류 및 봉인.
6. 동시 위생 검사
(1) 양 도체, 백색 내장 및 적색 내장은 동시 위생 검사 라인을 통해 샘플링 및 검사를 위해 검사 구역으로 이송됩니다.
(2) 검사에 불합격한 의심병사체는 스위치를 통해 의심병사체 트랙에 진입하여 해당병사체가 이병트랙라인에 진입하는지 재검사하여 확인한다.병든 사체를 제거하여 밀폐된 차에 실은 후 도축장 밖으로 끌어내어 처리합니다..
(3) 부적격 백색 내장은 동시 위생 검사 라인의 트레이에서 꺼내 밀폐된 차에 넣고 도살장에서 꺼내 처리해야 합니다.
(4) 검사에 불합격한 붉은 내장은 동시 위생 검사 라인의 갈고리에서 빼내어 밀폐된 차에 실어 도살장 밖으로 끌어내 처리한다.
(5) 동시 위생 검사 라인의 빨간색 내장 후크와 흰색 내장 트레이는 냉온 냉수로 자동 세척 및 소독됩니다.
7. 부산물 가공
(1) 적격한 백색 내장은 백색 내장 슈트를 통해 백색 내장 처리실로 들어가 배와 창자의 위 내용물을 공기 공급 탱크에 붓고 압축 공기를 채우고 공기 공급 파이프를 통해 위 내용물을 도살 작업장 밖에서 약 50미터 떨어진 곳에서 곱창 세척기로 곱창을 세척했습니다.깨끗이 씻은 내장과 배를 냉장 보관 또는 신선 보관 창고에 포장합니다.
(2) 자격을 갖춘 적내장은 적내장 슈트를 통해 적내장 처리실에 들어가 심장, 간, 폐를 세척한 후 냉장 또는 신선 창고에 포장한다.
8. 사체산 배설
(1) 양고기 냉간 절단 과정의 중요한 부분인 "배출"을 위해 다듬고 씻은 양고기 사체를 산 배출실에 넣습니다.
(2) 산 배출 사이의 온도: 0-4℃, 산 배출 시간은 16시간을 초과하지 않는다.
(3) 산 배출실 바닥에서 산 배출 트랙 설계의 높이는 2200mm 이상이고, 트랙 거리는 600-800mm이며, 산성 배출실은 트랙 미터당 5-8마리의 양 사체를 걸 수 있습니다.
9. 뼈 제거 및 포장
(1) 매달린 뼈 제거: 탈산 후 양고기 사체를 뼈 제거 영역으로 밀고 양고기 사체를 생산 라인에 매달아 놓습니다.뼈를 제거하는 직원은 절단된 큰 고기를 절단 컨베이어에 놓고 자동으로 절단 직원에게 전달합니다.고기를 여러 부분으로 나누는 부서 직원이 있습니다.
(2) 커팅 보드 뼈 제거: 탈산 후 양의 사체를 뼈 제거 영역으로 밀어 넣고 양 시체를 생산 라인에서 꺼내 커팅 보드에 올려 뼈를 제거합니다.
(3) 절단육은 진공포장 후 냉동트레이에 넣어 냉동실(-30℃)에 밀어 넣어 냉동하거나 완제품 냉각실(0-4℃)에 밀어 넣어 신선함을 유지한다.
(4) 냉동제품 파렛트를 포장하여 냉장고(-18℃)에 보관합니다.
(5) 발골 및 분할실 온도 조절: 10-15℃, 포장실 온도 조절: 10℃ 이하.
세부 사진