소 도축 라인






소 도축 라인이란 무엇입니까?
소 도축 라인은 도살 전 관리, 소 도축, 쇠고기 냉각 및 뼈 제거를 포함하는 전체 소 도축 과정입니다.도축 라인은 모든 도살된 소가 거쳐야 하는 과정입니다.
가축 도축 라인의 종류
규모에 따라 대, 중, 소 도축 라인으로 구분됩니다.
일일 생산 능력에 따라 20두/일, 50두/일, 100두/일, 200두/일 소 도축 라인 이상으로 나눌 수 있습니다.
소 도축 공정 흐름도
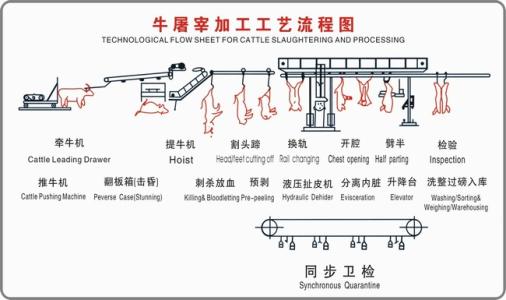
소 도축 라인
건강한 소 입장 → 12-24시간 동안 먹거나 마시지 않음 → 체중 측정 → 도축 전 샤워 → 도살 상자 → 기절 → 끌어올리기 → 도살 → 방혈(시간:5-6분) → 전기 자극 → 앞발굽 및 뿔 절단/사전 필링→직장 실링→뒷발굽 절단/레일 이송→사체 드레싱 라인→사전 필링→소가죽 풀러(가죽은 공기 전달 시스템을 통해 가죽 임시 보관실로 이송됨)→두부 절단(소의 머리를 매달아 놓음) 검사대상 적색내장/소머리검역 컨베이어의 훅)→식도밀폐→가슴개방→백색내장제거(검사대상 백색내장검역컨베이어의 트레이 진입→①②)→적내장제거(적색내장은 검열할 빨간 내장/무두 머리 검역 컨베이어의 걸이에 걸고→②③)→쪼개기→사체 검사→트리밍→계량하기 →세탁→냉각(0-4℃)→4분할→발골→절단→계량 및 포장→동결 또는 신선하게 유지 → 트레이 포장 제거 → 냉장 보관 → 판매용 고기 절단.
① 적격한 흰색 내장은 흰색 내장실에 들어가 처리합니다.위 내용물은 공기 전달 시스템을 통해 작업장 외부에서 약 50미터 떨어진 폐기물 보관실로 운반됩니다.
②고온 처리를 위해 도살 작업장에서 불합격 사체, 홍백 내장을 꺼냈다.
③적격한 붉은 내장은 붉은 내장실에 들어가 처리합니다.
소 도축과정 상세설명
1. 지주 펜 관리
(1) 하차 전 동물방역감독기관에서 발급하는 적합인증서를 발급받아 차량의 상태를 확인하여야 합니다.이상이 없으면 증명서와 상품이 일치한 후에 하역이 허용됩니다.
(2) 숫자를 세고 건강한 소를 두드림이나 견인으로 도살장으로 몰아 넣고 소의 건강에 따라 고리 관리를 수행합니다.도축할 면적은 소 한 마리당 3-4m2에 따라 설계됩니다.
(3) 소는 도축장으로 보내지기 전에 24시간 금식 및 휴식을 취하여 운송 중 피로를 해소하고 정상적인 생리상태를 회복하여야 한다.건강하고 자격을 갖춘 소는 도축 3시간 전에는 물을 마시지 않아야 합니다.
(4) 소는 소의 몸에 묻은 흙과 미생물을 씻어내기 위해 샤워를 해야 한다.샤워할 때 너무 급하게 수압을 조절하여 젖소에게 과도한 긴장을 주지 않도록 합니다.
(5).가축 폭주에 들어가기 전에 소의 무게를 측정해야 합니다.소는 폭력으로 소가 도망가는 소로 몰아갈 수 없습니다.폭력적인 운전은 비상 대응을 일으키고 쇠고기의 품질에 영향을 미칩니다.소가 의식을 가지게 하기 위해서는 “잃어버린” 형태를 디자인하는 것이 필요하다.도살장에 들어가십시오.가축 운전 도로의 폭은 일반적으로 900-1000mm로 설계됩니다.
2. 살해와 출혈
(1) 방혈 : 소가 소 도축 라인의 플랩 박스에 들어간 후 기절법으로 소를 순간 기절시키고 소의 몸을 풀어 불펜에 눕혀 방혈하거나 방혈 레일에 매달아 방혈한다.
(2) 소가 방혈 호이스트를 통해 레일에 진입하면 레일이 자동으로 열리고 롤러 방혈 슬링이 트랙에 매달려 있어야 합니다.작업장 바닥에서 방혈 레일의 높이는 5100mm입니다.수동 푸시 소 도축 라인인 경우 핸드 푸시 라인의 설계 기울기는 0.3-0.5%입니다.
(3) 방혈선에서 완성되는 주요 공정 : 목매달기, (암살), 채혈, 전기자극, 소의 앞다리와 뿔절단, 항문봉인, 뒷다리절단 등. 배액시간은 일반적으로 5~6분으로 설계되었습니다.
3. 레일 변경 및 사전 필링
(1) 소의 뒷다리를 절단한 후 뒷다리를 롤러 갈고리로 걸고 호이스트를 들어 올린 후 소의 다른 뒷다리를 풀고 갈고리로 도체 가공 라인에 건다.사체 처리 자동 컨베이어 라인의 트랙과 작업장 바닥 사이의 높이는 4050mm로 설계되었습니다.
(2) 출혈 샤클은 리턴 시스템의 레일을 통해 젖소의 위쪽 매달린 위치로 돌아갑니다.
(3) 필링 나이프로 뒷다리, 가슴, 앞다리를 미리 벗겨냅니다.
4. Dehiding Operation (가축 도축 라인의 중요 단계)
(1).소는 자동으로 가죽 랩핑 스테이션으로 이송되고 소의 앞다리 두 개는 코벨 체인으로 코벨 브래킷에 고정됩니다.
(2) 필링 기계의 필링 롤러는 소의 뒷다리 위치까지 유압식으로 들어 올려지고 미리 벗겨진 소가죽은 소가죽 클립으로 고정되어 소의 뒷다리에서 머리까지 당겨집니다.기계적 필링 과정에서 양쪽 작업자는 머리 피부가 완전히 당겨질 때까지 수리를 수행하기 위해 단일 컬럼 공압식 리프팅 플랫폼에 서 있습니다.
(3) 소가죽을 떼어낸 후 필링 롤러가 역회전을 시작하고 소가죽 자동 풀림 체인을 통해 소가죽을 자동으로 소가죽 공기 공급 탱크에 넣습니다.
(4) 공압 게이트를 닫고 소가죽 공기 이송 탱크에 압축 공기를 채우고 소가죽을 공기 이송 파이프를 통해 소가죽 임시 보관실로 이송합니다.
5. 사체 가공
(1) 사체 가공 스테이션 : 소의 머리 절단, 식도 뚫기, 흉부 개방, 흰색 내장 적출, 적색 내장 적출, 반 쪼개기, 사체 검사, 사체 손질 등이 모두 사체 자동 처리에서 완료됩니다. 컨베이어.
(2) 소 머리를 잘라 소 머리 청소 장치의 도마에 놓고 소 혀를 잘라 소 머리 청소기의 고리에 소 머리를 걸고 높은 소 머리를 청소 -압력 물총, 세척한 소의 머리를 붉은 내장에 걸기/ Niutou는 검사를 위해 동기식 검역 컨베이어에 있습니다.
(3) 소의 식도를 식도 결찰기로 묶어 위가 흘러내려 소고기가 오염되는 것을 방지한다.2차 다리 지지 장치에 들어가고, 2차 다리는 다음 공정을 위해 소의 두 뒷다리를 500mm에서 1000mm까지 지지합니다.
(4) 가슴 톱으로 소의 가슴을 엽니다.
(5) 소의 가슴에서 흰 내장, 즉 창자와 배를 긁어낸다.제거된 흰색 내장을 아래의 공압식 흰색 내장 슈트에 떨어뜨리고 슈트를 통해 흰색 내장을 디스크형 흰색 내장 검역 컨베이어의 David 검사 트레이로 밀어 검사합니다.공압식 흰색 내장 슈트는 냉온수 세척 및 소독을 받습니다.
(6) 붉은 내장, 즉 심장, 간, 폐를 꺼냅니다.검사를 위해 제거된 빨간색 내장을 빨간색 내장/널 헤드 동기 검역 컨베이어의 후크에 걸어 놓습니다.
(7) 벨트 분할 반 톱으로 척추의 척추를 따라 소를 두 반으로 나눕니다.스플릿 하프 스플래시 화면은 스플릿 하프 앞에 설계되어 뼈 거품이 튀는 것을 방지합니다.
(8) 소의 안쪽과 바깥쪽 두 부분을 다듬는다.손질된 두 부분은 도체 자동 처리 컨베이어에서 분리되어 도체 계량 시스템으로 들어가 계량됩니다.
6. 동시 위생 검사
(1) 쇠고기 도체, 백색 내장, 적색 내장 및 소 머리는 검역 컨베이어를 통해 샘플링 및 검사를 위해 검사 구역으로 동시에 운송됩니다.
(2) 사체를 검사하는 검사원이 있으며, 의심되는 사체는 공압 스위치를 통해 의심사체 트랙으로 진입한다.
(3) 부적합한 붉은 내장과 황소 머리는 갈고리를 풀고 밀폐된 차에 넣고 도살장에서 꺼내 처리해야 한다.
(4) 부적격 백색 내장은 공압식 백색 내장 분리 장치로 분리하고 밀폐된 차에 부어 처리를 위해 도살장에서 꺼냅니다.
(5) 빨간색 내장/널 헤드 동기 검역 컨베이어의 후크와 디스크형 흰색 내장 검역 컨베이어의 위생 검사판은 자동으로 냉온수 세척 및 소독을 통과합니다.
7. 부산물 가공(일부 국가에서는 소 도축 라인에서 사용하지 않을 수도 있음)
(1) 적격한 백색 내장은 백색 내장 슈트를 통해 백색 내장 처리실로 들어가 배와 창자의 위 내용물을 공기 공급 탱크에 붓고 압축 공기를 채우고 공기 공급 파이프를 통해 위 내용물을 도살 작업장에서 약 50m 떨어진 곳에서 곱창과 루버는 곱창 세척기로 데칩니다.
(2) 자격을 갖춘 적색 내장 및 황소 머리는 적색 내장 / 황소 머리 동기 검역 컨베이어의 후크에서 제거되어 적색 내장 카트의 후크에 걸려 적색 내장실로 밀려 청소되고 냉장 보관됩니다. .
8. 쇠고기 냉각
(1) 다듬고 헹군 이분법을 냉각실로 밀어 "산을 배출"합니다.냉각 과정은 쇠고기를 연화하고 숙성시키는 과정입니다.육우 냉각은 육우의 도축 및 가공 과정에서 중요한 연결 고리입니다.또한 고급 쇠고기를 생산하는 중요한 부분입니다.
(2) 냉각 중 온도 제어: 0-4℃, 냉각 시간은 일반적으로 60-72시간입니다.소의 품종과 나이에 따라 일부 고기 스테이크의 산성 시간이 더 길어질 수 있습니다.
(3) 주로 쇠고기의 pH 값을 감지하기 위해 산성 배출이 성숙한지 여부를 감지하십시오.pH 값이 5.8-6.0 범위에 있을 때 쇠고기 배출물이 숙성된 것입니다.
(4) 산 배출실 바닥에서 냉각 레일의 높이는 3500-3600mm이고 트랙 거리는 900-1000mm이며 냉각실은 트랙 미터당 3개의 이분법을 걸 수 있습니다.
(5) 냉장실의 구역설계는 육우의 도축량 및 도축방법과 관련이 있다.
9. 쇠고기 4등분 (가축 도축 라인에 9와 10은 필요하지 않으며 회사 자체 상황에 따라 선택)
(1) 숙성된 쇠고기를 사분면 역으로 밀어넣고, 사분면 톱으로 이등분한 몸체의 가운데를 잘라냅니다.뒷다리 부분은 하강기에 의해 3600mm 트랙에서 2400mm 트랙으로 내려오고 앞다리 부분은 통과 호이스트가 1200mm 트랙에서 2400mm 트랙으로 올라갑니다.
(2) 대규모 도축 및 가공 공장은 사분면 저장실을 설계합니다.사분면 트랙과 사분면 사이의 지면 사이의 거리는 2400mm입니다.
10. Deboning 분할 및 포장
(1) 행잉 발골: 수정된 사분면을 발골 영역으로 밀어 넣고 생산 라인에 사분면을 매달아 놓습니다.뼈를 제거하는 직원은 절단된 큰 고기 조각을 분할 컨베이어에 놓고 분할 직원에게 자동으로 전송합니다., 그리고 고기의 여러 부분으로 나뉩니다.
(2) 도마 발골: 변형된 사분면을 발골 영역으로 밀어넣고, 사분면을 생산 라인에서 제거하고 발골을 위해 도마 위에 놓습니다.
(3) 절단육은 진공포장 후 냉동트레이에 넣어 냉동실(-30℃)에 밀어 넣어 냉동하거나 완제품 냉각실(0-4℃)에 밀어 넣어 신선함을 유지한다.
(4) 냉동제품 파렛트를 포장하여 냉장고(-18℃)에 보관합니다.
(5) 발골 및 분할실 온도 조절: 10-15℃, 포장실 온도 조절: 10℃ 이하.
소 도축 라인에는 많은 우려 사항이 있습니다.위의 소 도축 라인의 자세한 내용은 소 도축 라인 프로세스의 프로세스를 더 잘 이해하는 데 도움이 될 수 있습니다.
세부 사진



